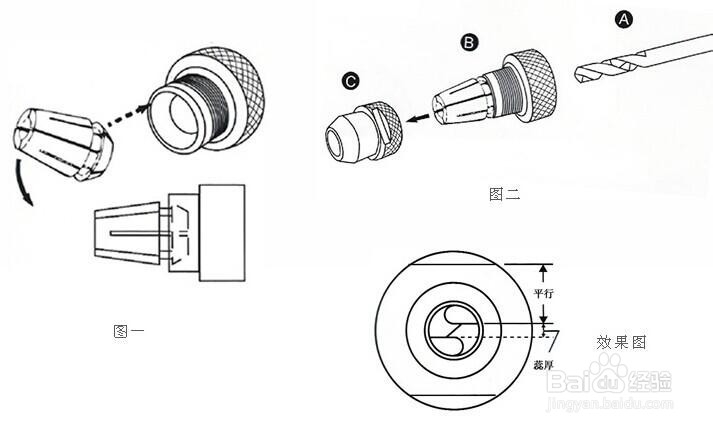
1、A 钻头夹具组之组装
1.先确定钻头刀柄直径,再选择适当之筒夹与刀具组
2.将筒夹以45°角度嵌入夹具并锁紧螺帽
3.钻头装入筒夹内,并伸出约35mm左右
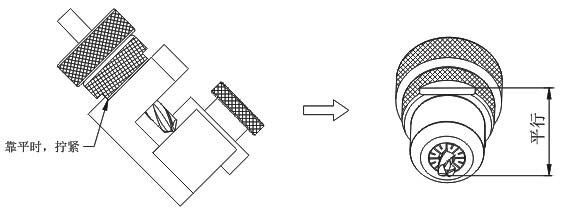
2、B 校正定位
1.固定夹头螺帽放入长度定位座孔内,完全密接后顺时针方向,向右旋转定位
2.钻头先插入底部后,轻推碰到平面向右转,卡住定位
3.夹头座向右旋转到底锁紧
4.取出时握住固定夹头螺帽微微向左旋转后取出。
1、A 钻头夹具组之组装
1.先确定钻头刀柄直径,再选择适当之筒夹与刀具组
2.将筒夹以45°角度嵌入夹具并锁紧螺帽
3.钻头装入筒夹内,并伸出约35mm左右
2、B 校正定位
1.固定夹头螺帽放入长度定位座孔内,完全密接后顺时针方向,向右旋转定位
2.钻头先插入底部后,轻推碰到平面向右转,卡住定位
3.夹头座向右旋转到底锁紧
4.取出时握住固定夹头螺帽微微向左旋转后取出。